AEROTEX - НОВЫЙ МАТЕРИАЛ ДЛЯ 3D-ПЕЧАТИ БЕСПИЛОТНИКОВ

Чувствуя потребность рынка FDM 3D-печати в новых конструкционных материалах, расширяющих возможности аддитивных технологий, компания "Filamentarno!" продолжила работу по внедрению запатентованной нами технологии изготовления вспенивающихся материалов для 3D-печати и расширению их ассортимента. Сейчас в завершающей стадии тестирования находится наш новый вспенивающийся материал на основе модифицированного пластифицирующими и адгезионными добавками сополимера стирола и акрилонитрила. Новый композит, усиленный углеволокном, получил рабочее название "AEROTEX". Название прозрачно намекает на ту сферу использования, для которой предназначен данный композит. Для авиации, вес и прочность имеют решающее значение!

Качество материала для 3D-печати определяется 2 основными показателями: межслоевой адгезией и усадкой полимера.
Усадка полимера, особенно в сочетании с низкой межслоевой адгезией, зачастую приводит к таким деффектам 3D-печати, как деламинация (растрескивание распечатки по слоям), деформация, коробление и отслоение от поверхности печатного стола. Если при литье из термоэластопластов усадку можно учесть при проектировании прессформы, то при печати это далеко не всегда представляется возможным.

Куб 10х10х10см с заполнением 5%, напечатанный из ABS

Куб 10х10х10см с заполнением 5%, напечатанный из "AEROTEX"
Известны две основные технологии уменьшения усадки заданной полимерной основы, с успехом применяющихся в литье:
1. Введение в полимерную матрицу наполнителя, имеющего меньшую, чем у полимера усадку и/или волокнистую структуру.
2. Подвспенивание полимера, введением газа напрямую в расплав или с использованием химических вспенивателей. Вспенивание происходит на этапе переработки гранул или порошка полимера в экструдере непосредственнно перед инжекцией расплава в литейную форму.
Подвспенивание полимерной основы до недавнего времени не применялось в 3D-печати. Первыми, кто рассмотрел в этой технологии серьезные перспективы была компания "Filamentarno!" выпустившая филамент для 3D печати, аналогов которому до сих пор нет во всем мире: "CERAMOTEX".

Изделия из CERAMOTEX
Вспенивающийся во время печати пруток позволяет получать распечатки с низкой плотностью и текстурной поверхностью. В этом году материал был обновлен - сменена полимерная основа, засчет чего удалось добиться высоких скоростей печати и коэффициента вспенивания полимера. Фактически #CERAMOTEX предоставляет возможность печатать на 3D-принтере твердым пенопластом с плотностью до 0.55 г/см. Для сравнения это плотность древесины березы. Плотность же популярных полимеров для 3D-печати составляет от 1.02 г/см3 (ABS) до 1.4 г/см3 (PLA)!

PLA (вес-172г)

"AEROTEX" (вес - 110г)
Внесение в полимер волокнистых наполнителей (стекловолокна или углеродного волокна) имеет определенные минусы особенно заметные при 3D-печати такими материалами. Неорганические волокна имеют абразивные свойства, что при высокой их концентрации в полимере может вызвать быстрое изменение диаметра сопла принтера с неизбежным ухудшением качества распечатки. Да, сопла для FDM 3D-принтеров не дороги, но при высокой наполненности полимера сопло может изменить диаметр уже к концу одной (!) многочасовой печати.
Также любой волокнистый наполнитель обладает тиксотропными свойствами - иначе говоря, он увеличивает густоту расплава полимерной матрицы. Это приводит либо к понижению скорости печати подобным композитом, либо неизбежно влечет за собой повышение необходимой температуры печати. Температуру приходится повышать чтобы увеличить текучесть расплава. Однако, всему есть пределы и эти пределы определяются возможностями принтера по максимальной температуре печати, либо термостойкостью полимерной основы.
Межслоевая адгезия это спайка между последовательно наносимыми во время печати слоями полимера. Чем выше прочность этой спайки, тем прочнее получаемая распечатка.
Адгезия между слоями в 3D-печати это слабое звено, определяющее прочность всего изделия в целом. Это касается и угленаполненных композитов для FDM 3D-печати - волокно не участвует в формировании межслоевых связей и анизотропия свойств распечаток из подобных композитов еще ярче выражена. Фактически, они напоминают очень прочный, но легко расслаивающийся картон.

Пример расслоения распечатки из ABS
В новом материале нам удалось добиться минимальной анизотропии механических свойств распечатки вдоль и поперек слоев печати. Благодаря вспениванию полимера при нагреве во время печати, поверхность наносимого слоя получается весьма развитой, что увеличивает площадь контакта с расплавом полимера при нанесении следующего слоя. Тогда как углеволокно, содержащееся в композите, создает трехмерную структуру на границе спайки, фактически выступая связующей арматурой и еще больше увеличивая связь между слоями.

Пластинка 1мм толщины, напечатанная вертикально. Трещина при механическом разрушении идет в произвольном направлении, что свидетельствует об однородности механических свойств вдоль и поперек слоев распечатки
Благодаря сочетанию двух известных и запатентованной компанией "FILAMENTARNO!" технологий удалось создать легкий и прочный материал с высочайшей спайкой между слоями и минимальной усадкой.
#AEROTEX найдет применение в сфере разработки и постройки радиоуправляемых моделей: самолетов, планеров, мультикоптеров и других типов БПЛА. Твердость, ударопрочность и недостижимый для традиционно используемых для 3D-печати материалов малый вес распечатанных деталей и узлов дарит новые возможности в строительстве беспилотных летательных аппаратов.
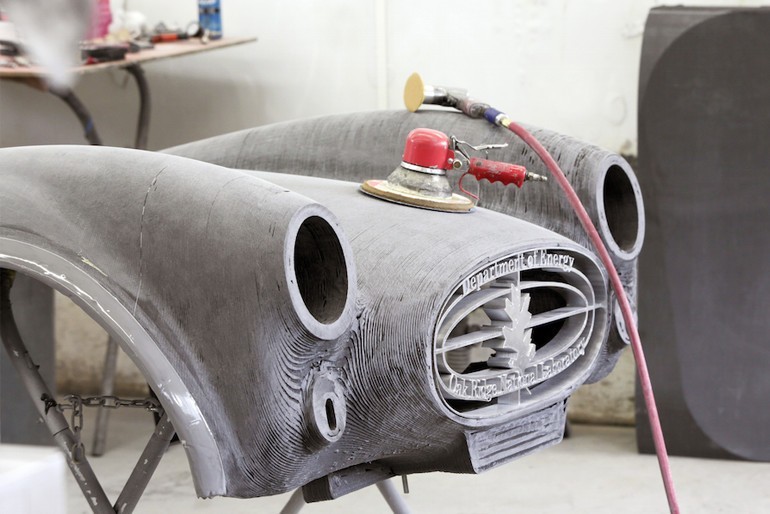
Распечатки из нового матерала легко обрабатываются, их можно сверлить, резать, в том числе и с использованием абразивных дисков и фрез, в них можно вкручивать винты и саморезы, склеивать, шлифовать и окрашивать. Во многом полученный композит напоминает плотное дерево и это сходство не ограничивается тактильными ощущениями при работе с ним. Плотность материала можно варьировать настройками печати от 0.8 до 0.7 г/см3. Благодаря добавке углеволокна удалось минимизировать усадку, а каркасные свойства волокон ускоряют затвердевание расплава, позволяя печатать поразительные нависающие элементы "мосты" и объемные конструкции.




Материал взят с http://filamentarno.ru/masterclass_09.html
Чувствуя потребность рынка FDM 3D-печати в новых конструкционных материалах, расширяющих возможности аддитивных технологий, компания "Filamentarno!" продолжила работу по внедрению запатентованной нами технологии изготовления вспенивающихся материалов для 3D-печати и расширению их ассортимента. Сейчас в завершающей стадии тестирования находится наш новый вспенивающийся материал на основе модифицированного пластифицирующими и адгезионными добавками сополимера стирола и акрилонитрила. Новый композит, усиленный углеволокном, получил рабочее название "AEROTEX". Название прозрачно намекает на ту сферу использования, для которой предназначен данный композит. Для авиации, вес и прочность имеют решающее значение!
Качество материала для 3D-печати определяется 2 основными показателями: межслоевой адгезией и усадкой полимера.
Усадка полимера, особенно в сочетании с низкой межслоевой адгезией, зачастую приводит к таким деффектам 3D-печати, как деламинация (растрескивание распечатки по слоям), деформация, коробление и отслоение от поверхности печатного стола. Если при литье из термоэластопластов усадку можно учесть при проектировании прессформы, то при печати это далеко не всегда представляется возможным.
Куб 10х10х10см с заполнением 5%, напечатанный из ABS
Куб 10х10х10см с заполнением 5%, напечатанный из "AEROTEX"
Известны две основные технологии уменьшения усадки заданной полимерной основы, с успехом применяющихся в литье:
1. Введение в полимерную матрицу наполнителя, имеющего меньшую, чем у полимера усадку и/или волокнистую структуру.
2. Подвспенивание полимера, введением газа напрямую в расплав или с использованием химических вспенивателей. Вспенивание происходит на этапе переработки гранул или порошка полимера в экструдере непосредственнно перед инжекцией расплава в литейную форму.
Подвспенивание полимерной основы до недавнего времени не применялось в 3D-печати. Первыми, кто рассмотрел в этой технологии серьезные перспективы была компания "Filamentarno!" выпустившая филамент для 3D печати, аналогов которому до сих пор нет во всем мире: "CERAMOTEX".
Изделия из CERAMOTEX
Вспенивающийся во время печати пруток позволяет получать распечатки с низкой плотностью и текстурной поверхностью. В этом году материал был обновлен - сменена полимерная основа, засчет чего удалось добиться высоких скоростей печати и коэффициента вспенивания полимера. Фактически #CERAMOTEX предоставляет возможность печатать на 3D-принтере твердым пенопластом с плотностью до 0.55 г/см. Для сравнения это плотность древесины березы. Плотность же популярных полимеров для 3D-печати составляет от 1.02 г/см3 (ABS) до 1.4 г/см3 (PLA)!
PLA (вес-172г)
"AEROTEX" (вес - 110г)
Внесение в полимер волокнистых наполнителей (стекловолокна или углеродного волокна) имеет определенные минусы особенно заметные при 3D-печати такими материалами. Неорганические волокна имеют абразивные свойства, что при высокой их концентрации в полимере может вызвать быстрое изменение диаметра сопла принтера с неизбежным ухудшением качества распечатки. Да, сопла для FDM 3D-принтеров не дороги, но при высокой наполненности полимера сопло может изменить диаметр уже к концу одной (!) многочасовой печати.
Также любой волокнистый наполнитель обладает тиксотропными свойствами - иначе говоря, он увеличивает густоту расплава полимерной матрицы. Это приводит либо к понижению скорости печати подобным композитом, либо неизбежно влечет за собой повышение необходимой температуры печати. Температуру приходится повышать чтобы увеличить текучесть расплава. Однако, всему есть пределы и эти пределы определяются возможностями принтера по максимальной температуре печати, либо термостойкостью полимерной основы.
Межслоевая адгезия это спайка между последовательно наносимыми во время печати слоями полимера. Чем выше прочность этой спайки, тем прочнее получаемая распечатка.
Адгезия между слоями в 3D-печати это слабое звено, определяющее прочность всего изделия в целом. Это касается и угленаполненных композитов для FDM 3D-печати - волокно не участвует в формировании межслоевых связей и анизотропия свойств распечаток из подобных композитов еще ярче выражена. Фактически, они напоминают очень прочный, но легко расслаивающийся картон.
Пример расслоения распечатки из ABS
В новом материале нам удалось добиться минимальной анизотропии механических свойств распечатки вдоль и поперек слоев печати. Благодаря вспениванию полимера при нагреве во время печати, поверхность наносимого слоя получается весьма развитой, что увеличивает площадь контакта с расплавом полимера при нанесении следующего слоя. Тогда как углеволокно, содержащееся в композите, создает трехмерную структуру на границе спайки, фактически выступая связующей арматурой и еще больше увеличивая связь между слоями.
Пластинка 1мм толщины, напечатанная вертикально. Трещина при механическом разрушении идет в произвольном направлении, что свидетельствует об однородности механических свойств вдоль и поперек слоев распечатки
Благодаря сочетанию двух известных и запатентованной компанией "FILAMENTARNO!" технологий удалось создать легкий и прочный материал с высочайшей спайкой между слоями и минимальной усадкой.
#AEROTEX найдет применение в сфере разработки и постройки радиоуправляемых моделей: самолетов, планеров, мультикоптеров и других типов БПЛА. Твердость, ударопрочность и недостижимый для традиционно используемых для 3D-печати материалов малый вес распечатанных деталей и узлов дарит новые возможности в строительстве беспилотных летательных аппаратов.
Распечатки из нового матерала легко обрабатываются, их можно сверлить, резать, в том числе и с использованием абразивных дисков и фрез, в них можно вкручивать винты и саморезы, склеивать, шлифовать и окрашивать. Во многом полученный композит напоминает плотное дерево и это сходство не ограничивается тактильными ощущениями при работе с ним. Плотность материала можно варьировать настройками печати от 0.8 до 0.7 г/см3. Благодаря добавке углеволокна удалось минимизировать усадку, а каркасные свойства волокон ускоряют затвердевание расплава, позволяя печатать поразительные нависающие элементы "мосты" и объемные конструкции.
Материал взят с http://filamentarno.ru/masterclass_09.html